 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 9-2320-312-24-2
Testing and Adjusting Section
If you use any other method except the method that
is given here, always remember that the bearing
clearance must be removed in order to receive the
correct measurements.
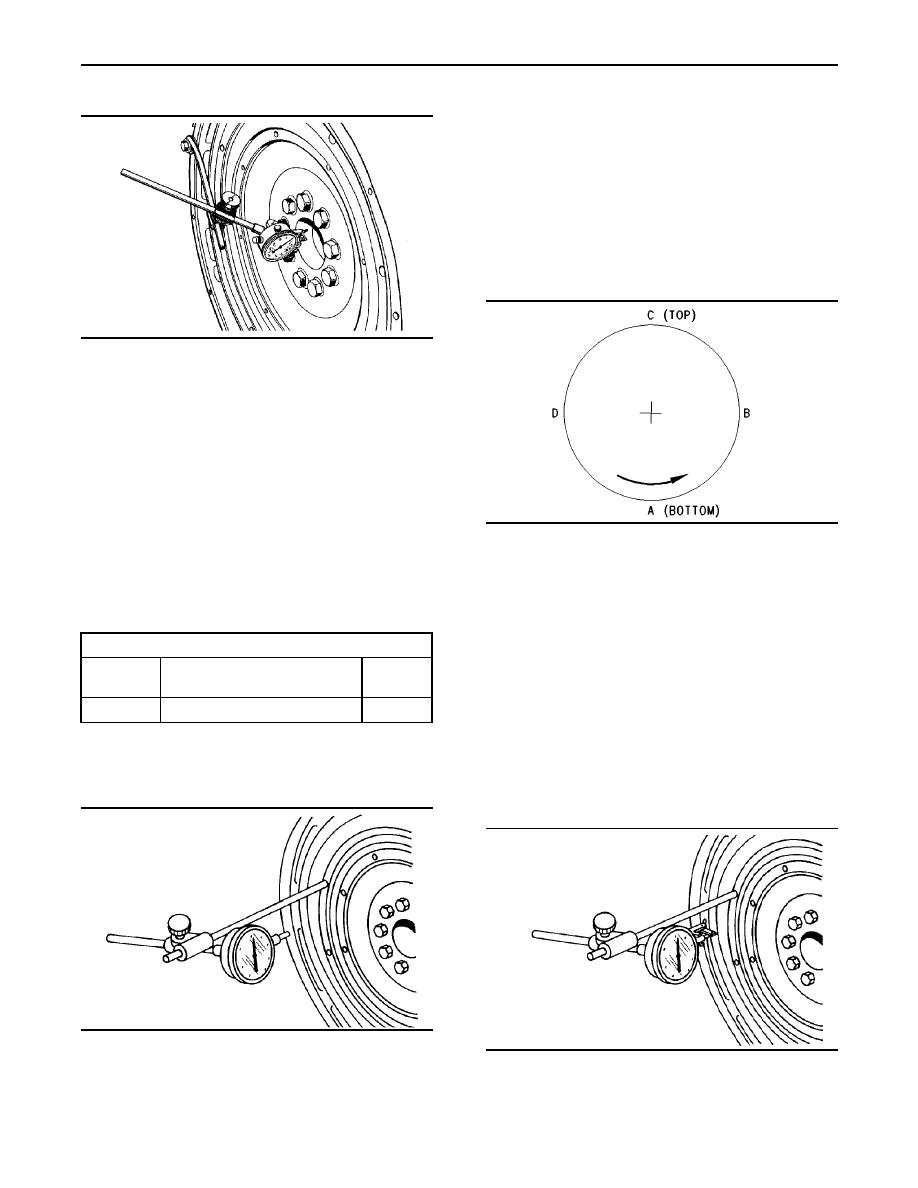
1. Fasten a dial indicator to the flywheel so the anvil
of the dial indicator will contact the face of the
flywheel housing.
2. Put a force on the crankshaft toward the rear
before the dial indicator is read at each point.
g00286058
Illustration 81
Flywheel clutch pilot bearing bore
5. To find the runout (eccentricity) of the pilot
bearing bore, use the preceding procedure.
6. The runout (eccentricity) of the bore for the pilot
bearing in the flywheel must not exceed 0.13 mm
(0.005 inch).
i01340595
g00285932
Illustration 83
Flywheel Housing - Inspect
Checking face runout of the flywheel housing
3. Turn the flywheel while the dial indicator is set at
SMCS Code: 1157-040
0.0 mm (0.00 inch) at location (A). Read the dial
indicator at locations (B), (C) and (D).
Table 26
Tools Needed
4. The difference between the lower measurements
Part
and the higher measurements that are performed
Part Name
Quantity
Number
at all four points must not be more than 0.30 mm
(0.012 inch), which is the maximum permissible
8T-5096
1
Dial Indicator
face runout (axial eccentricity) of the flywheel
housing.
Face Runout (Axial Eccentricity) of
Bore Runout (Radial Eccentricity)
the Flywheel Housing
of the Flywheel Housing
g00285931
Illustration 82
g00285934
8T-5096 Dial Indicator
Illustration 84
8T-5096 Dial Indicator
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
