 |
|||
|
|
|||
|
Page Title:
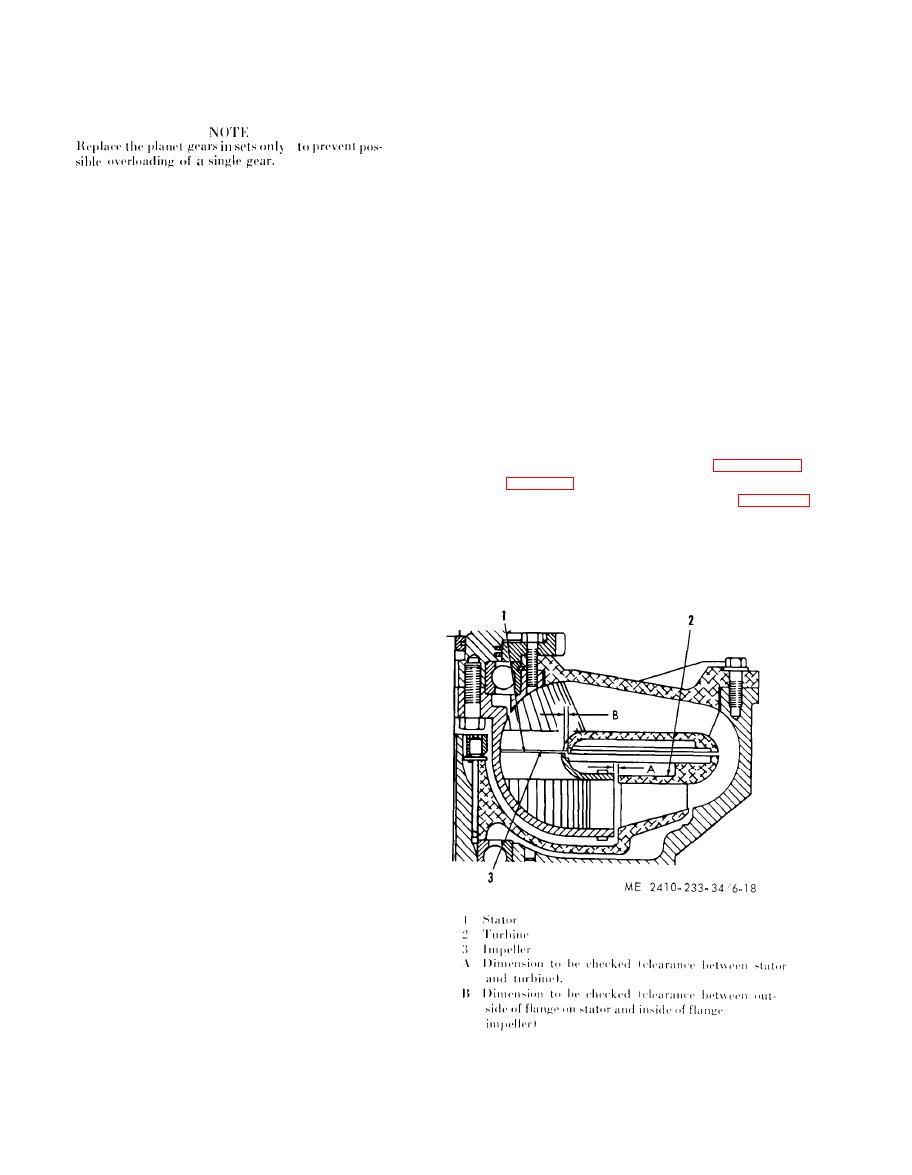
Figure 6-18. Torque converter clearances. |
|
||
| ||||||||||
|
|
 pitted, cracked, broken, o r excessively worn teeth.
(q) Inspect the flange ring seals for damage
a n d wear. Replace damaged, worn, or questionable
Inspect the bearing surface for scoring, pitting, and
ring seals. Inspect the flange inner sleeve bearings
w e a r . Replace damaged or excessively worn gears.
for scoring. damage, and wear. The desired shaft to
bearing c l e a r a n c e i s 0 . 0 0 2 t o 0 . 0 0 5 i n c h . T h e
,
m a x i m u m a l l o w a b l e c l e a r a n c e is
0.015
inch.
Replace scored,
damaged,
or
excessively
worn
(c) I n s p e c t t h e n o n - m e t a l l i c w a s h e r s f o r
s l e e v e bearings.
d a m a g e a n d w e a r . T h e washer thickness (new) is
(r) I n s p e c t a l l g e a r s f o r c h i p p e d , p i t t e d ,
0.073 0.002 inch. Replace damaged or worn
broken, or excessively worn teeth. Replace
washers. Minimum allowable thickness is 0.065
excessively - w o r n g e a r s .
defective
or
inch.
(d) I n s p e c t t h e p l a n e t c a r r i e r f o r c r a c k s ,
h o u s i n g s for cracks, breaks, and wear. Repair or
b r e a k s , and distortion. Replace a defective carrier.
r e p l a c e as dictated by the extent of damage.
(e) I n s p e c t t h e c a r r i e r t h r u s t w a s h e r s f o r
(3) C h e c k i n g t o r q u e c o n v e r t e r c l e a r a n c e . T o
damage and wear. Replace the thrust washer if
m a i n t a i n efficiency of the torque converter, it is
damaged or if considerable wear is indicated.
n e c e s s a r y t h a t m a x i m u m wear
limits
between
(f) Inspect the planet sun gear for chipped,
certain components be observed and used as a
pitted, broken, or worn teeth. Replace the sun gear
g u i d e when determining parts replacement. At the
if damaged or worn excessively.
t i m e of reassembly, use the procedure listed below
(g) Inspect the sun gear positioning springs
to check the clearance. The measured distances are
f o r breaks or damaged condition. Replace defective
total diametral clearances which are twice the
springs.
a c t u a l running clearances (A) and (B), figure 6-18.
(h) I n s p e c t t h e p i l o t b e a r i n g f o r s c o r i n g .
R e f e r to table 1-4 for correct diametral clearances.
p i t t i n g , and wear. Replace a scored, pitted, rough,
o r cxcessively worn bearing.
19,
between blade ends in turbine flange, as
(i) R e p l a c e t h e o u t p u t shaft rear seal.
illustrated.
Install the seal with the lip facing the torque
divider.
(b) Position stator (1) in turbine (2) being
c a r e f u l not to move steel balls (4).
(j) I n s p e c t t h e o u t p u t s h a f t b e a r i n g s f o r
scoring, pitting, and wear. Replace defective
b e a r i n g s . Examine the shaft splines for distortion
and wear. Replace a defective shaft. Replace a
damaged or questionable ring seal.
(k) I n s p e c t t h e i m p e l l e r f o r
damage
and
w e a r . The desired impeller to stator clearance is
0.009 to 0.015 inch. The maximum allowable
clearance i s 0 . 0 2 3 i n c h . R e p l a c e a d a m a g e d o r
w o r n impeller.
(see
(3)
below
for
pleasuring
procedure).
(l) Inspect the stator for damage and wear.
R e p l a c e a (damaged or worn stator.
(m) Inspect the, carrier inner bearing for
scoring, pitting, and wear. R e p l a c e a scored, pitted,
rough, or excessively worn bearing. Examine the
c a r r i e r r i n g type s e a l s f o r d a m a g e a n d wear.
R e p l a c e worn, damaged, or questionable ring seals.
(n) Inspect the carrier bearing for scoring,
p i t t i n g , and wear. Replace a scored, pitted, rough,
o r excessively worn hearing.
(o) I n s p e c t t h e t u r b i n e f o r d a m a g e a n d
wear. The desired stator to turbine clearance is
0.012
to
0.018
inch.
The
maximum
allowable
c l e a r a n c e i s 0 . 0 3 0 i n c h . R e p l a c e a d a m a g e d or
w o r n turbine (See subpara (3) below for measuring
procedure).
(p) Inspect the turbine bearing for scoring,
p i t t i n g , and wear. Replace a scored, pitted, rough,
o r excessively worn bearing.
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
