 |
|||
|
|
|||
|
Page Title:
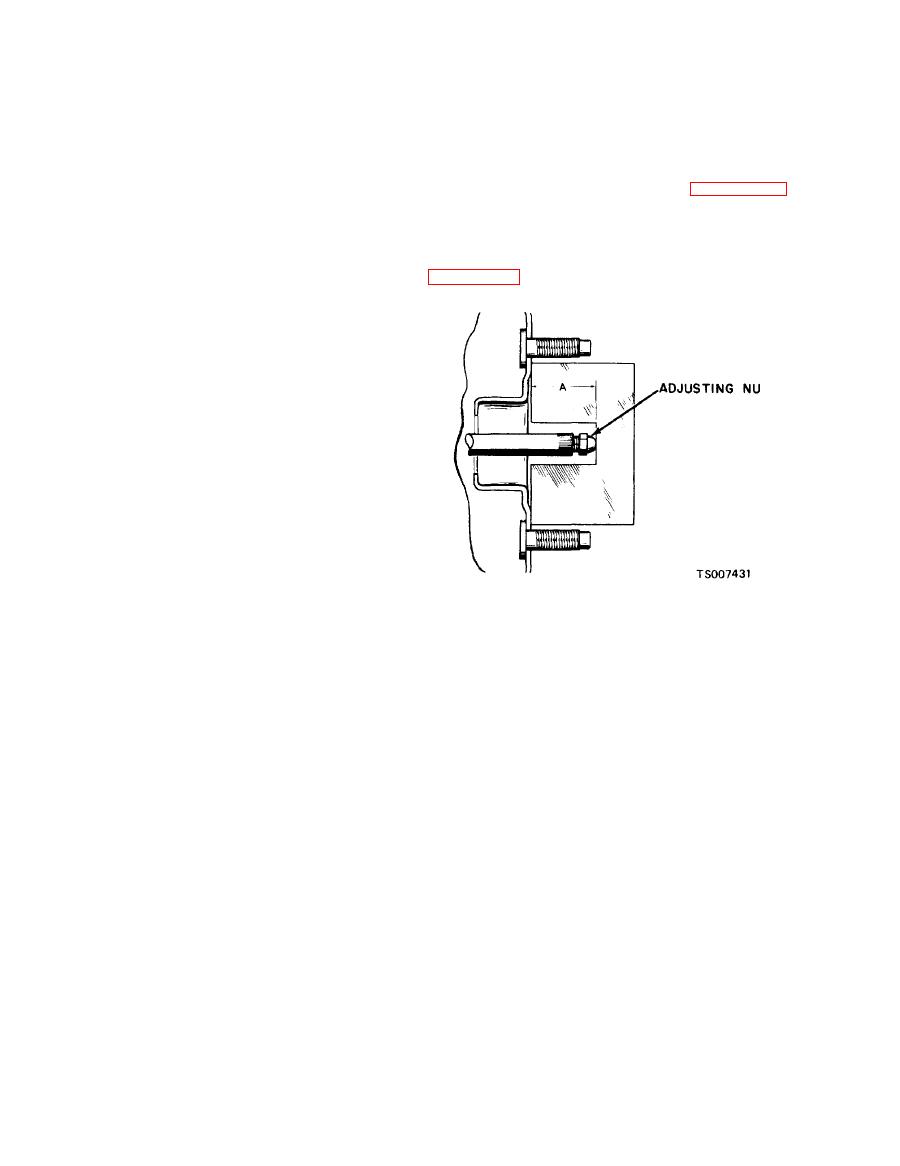
Figure 9-10. Adjusting Pushivd. |
|
||
| ||||||||||
|
|
 TM 10-3930-633-34
first, over adjusting screw end of pushrod. Press
guard. Press guard against valve housing and
seal into cavity in front shell until seal bottoms. If
seat large end of guard over flange of rear shell.
vacuum check valve was removed, wet new
(8) Unit is now ready for assembly with
grommet in alcohol and press grommet into front
master cylinder (TM 10-3930-633-12). Check
shell, beveled side first. Make certain that
pushrod adjustment as shown in figure 9-10.
grommet is seated in shell. Wet shoulder of check
D i s t a n c e "A" should be 0.880-0.995 inches.
valve in alcohol and assemble check valve in
Adjust this distance by threading nut in or out in
grommet. Press check valve into grommet until
the end of pushrod.
e n t i r e flange of check valve bears against
(9) Installation of the unit is covered in
Chapter 2, Section IV.
grommet.
( 6 ) Wet poppet valve in alcohol and
assemble poppet in valve housing, small diameter
end of poppet first; wet poppet retainer in alcohol
and assemble in housing with flange out. Press in
against retainer to make certain that shoulder of
retainer is positioned inside poppet. Assemble
retainer, valve silencers and filters and valve
return spring over ball end of operating rod in
that order. Wet rubber grommet in valve plunger
and ball end of operating rod with alcohol. Guide
spring, filters and silencers into valve housing
and assemble ball end of operating rod in valve
plunger grommet. Tap end of rod with soft
hammer to lock ball end in grommet. Press filters
into position inside plastic housing and assemble
metal retainer on end of housing, being careful
not to chip plastic.
(7) Wet small diameter of dust guard with
alcohol and assemble dust guard over end of
operating rod, using care to prevent tearing
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
