 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 9-2320-360-34-2
NOTE
If new valves and valve seats are
being used, do steps (20) thru (28)
before continuing with step (13).
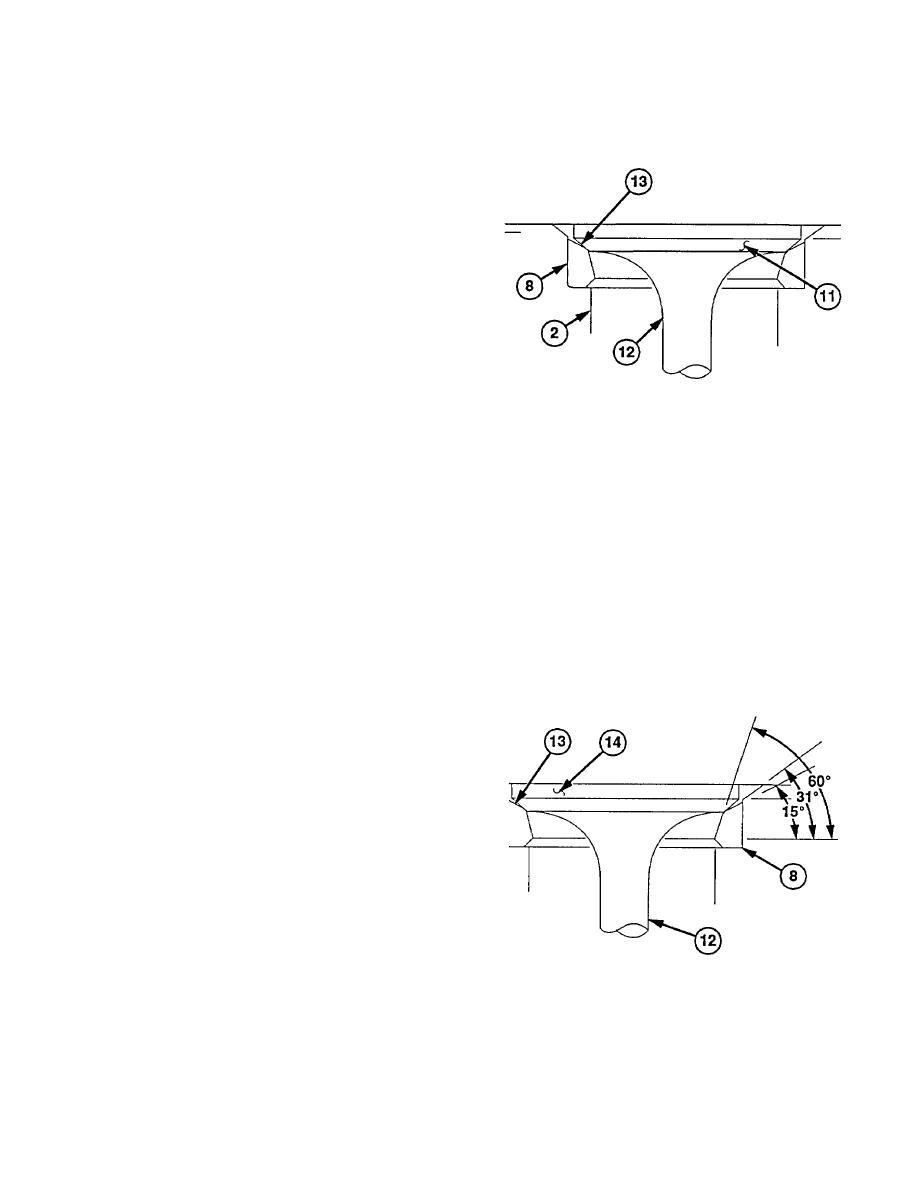
(13) Lightly coat valve face ( 1) with Prussian blue
1
dye.
NOTE
Do not rotate valve when performing
steps (16) thru (19).
(14) Lower stem of valve (12) Into valve guide (2)
and let valve (12) drop against valve seat insert
(8).
(15) Push up on stem of valve (12) until valve face
(11) Is about 1 in. (2.543 cm) above valve seat
Insert (8).
(16) Release stem of valve (12) while applying
downward pressure against head of valve
(12) until valve face (11) makes contact with valve
seat insert (8).
(17) Repeat steps (15) and (16) several times to get
good imprint in Prussian blue dye.
(18) Remove valve (12) using care to avoid smearing
Prussian dye.
(19) Inspect contact surface (13). Imprint in Prussian
blue dye should have an even seat mark all the
way around the center of valve face (11).
NOTE
Do steps (20) thru (28) to reface
valves and valve seat Inserts if parts
are new or pitted, or an uneven
imprint was obtained.
(20) Use 31 degree grinding wheel and grinder on
valve seat insert (8).
(21) Use 60 degree grinding wheel to open throat of
valve seat insert (8).
(22) Grind contact surface (13) of valve seat insert
(8) with a 15 degree grinding wheel to narrow
width of seat from 5/64 in. (1.984 mm) to 3/64
in. (1.91 mm).
(23) Valve (12) must be refaced at a 30 degree
angle. Valve head thickness (14) must be no
less than 0.031 in. (0.79 mm).
19-49
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
