 |
|||
|
|
|||
|
Page Title:
Table 2. Drill Sizes for Blind Rivets. |
|
||
| ||||||||||
|
|
 TM 9-2320-303-24-2
CAB BODY REPAIR - CONTINUED
0289 00
RIVET REPLACEMENT - CONTINUED
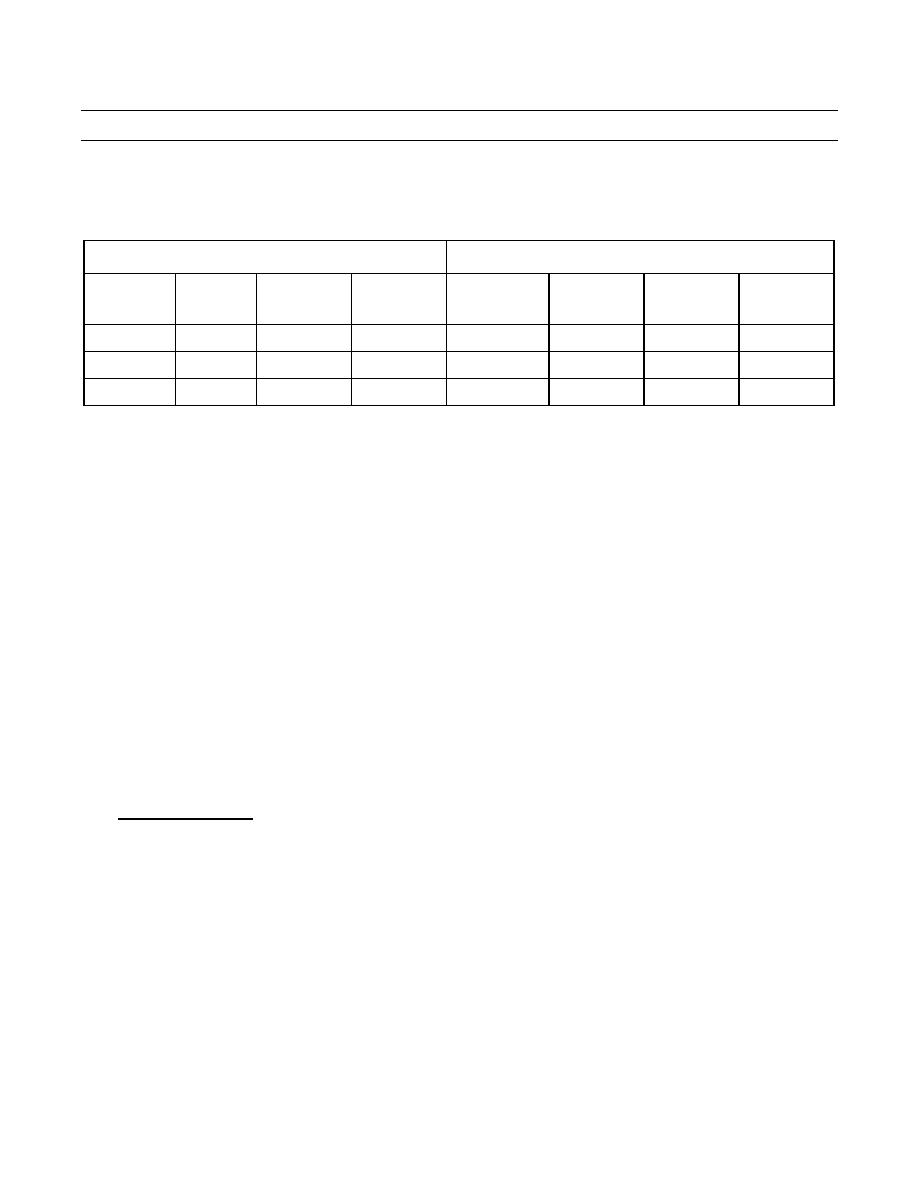
Table 2. Drill Sizes for Blind Rivets.
Nominal Diameter (in)
Oversize Diameter (in)
Rivet
Drill
Rivet
Drill
Diameter
Size
Minimum
Maximum
Diameter
Size
Minimum
Maximum
1/8
#30
0.129
0.132
1/8
#27
0.143
0.146
5/32
#20
0.160
0.164
5/32
#16
0.176
0.180
3/16
#10
0.192
0.196
3/16
#5
0.205
0.209
NOTE
While drilling, hold drill at 90-degree angle to material surface. Avoid letting drill wobble, making
oblong holes.
Avoid excessive pressure. Let drill bit do cutting.
Do not push drill through material.
c.
Place drill in center mark for new rivet locations or align drill with old hole when replacing old rivets with oversize
rivets. When using power drill, give bit a few turns with fingers before starting motor. This will help ensure drill
does not jump out of position when motor is started.
d.
Remove all burrs with metal countersink or file.
NOTE
Ensure no chips are trapped between sheets of metal.
e.
Clean away all drill chips.
f.
Apply sealing compound to hole and surrounding area.
5.
Hole Countersinking.
NOTE
Some rivet installations in body require that rivet head be flush with material surface. In these instances,
countersunk or flush head rivets are used.
a.
When using countersunk rivets, rivet holes must be countersunk with tool having 100-degree taper so rivet head
will fit flush with surface.
b.
When using hand-operated countersink, hole must be tried with rivet so that recess will not be too deep or too shal-
low. It is best to use countersink with stop so that depth of countersink can be controlled. Typical countersinking
dimensions for blind rivets are shown in Table 3. Minimum sheet thickness that can be machined for 100-degree
countersink rivets is given in Table 4.
c.
Do not remove edge of hole on blind side of joint.
0289 00-5
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
