 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 5-2420-224-34
CYLINDER BLOCK REPAIR (CONT)
After boring cylinders, inspect top of cylinder block in accordance with inspection steps 3 and 4. if
6.
necessary, machine top to next repair stage.
7.
Bevel inner top edge of cylinder to 30 degrees.
NOTE
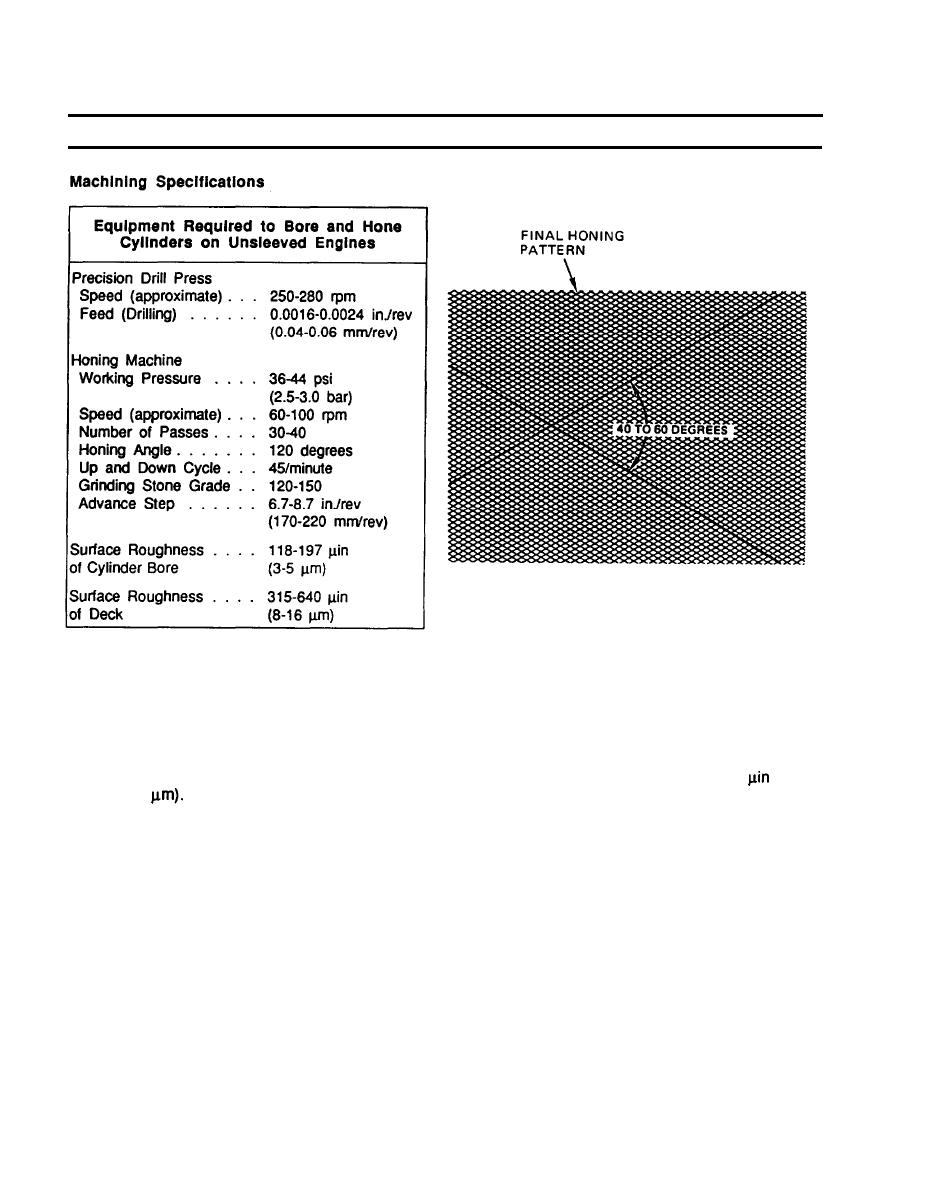
Properly honed cylinder has dull, unglazed surface with roughness of 118-197
(3-5
Hone cylinders to finished dimension using Machining Specifications table above. Honing pattern must
8.
be 40-60 degrees as shown.
9.
Use emery cloth to remove any burrs or sharp edges from bottom of cylinders.
13-54
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
