 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 5-2410-237-23
0125 00
INSPECTION
See WP 0241 00 for general inspection instructions.
INSTALLATION
WARNING
Use extreme caution when handling heavy parts. Provide adequate support and use assistance during
procedure. Ensure that any lifting device used is in good condition and of suitable load capacity. Keep
clear of heavy parts supported only by lifting device. Failure to follow this warning may result in death
or injury to personnel.
Wear hand protection when handling
both hot and cold components to pre-
vent injury.
NOTE
This procedure applies to either R.H. or
L.H. final drive assembly.
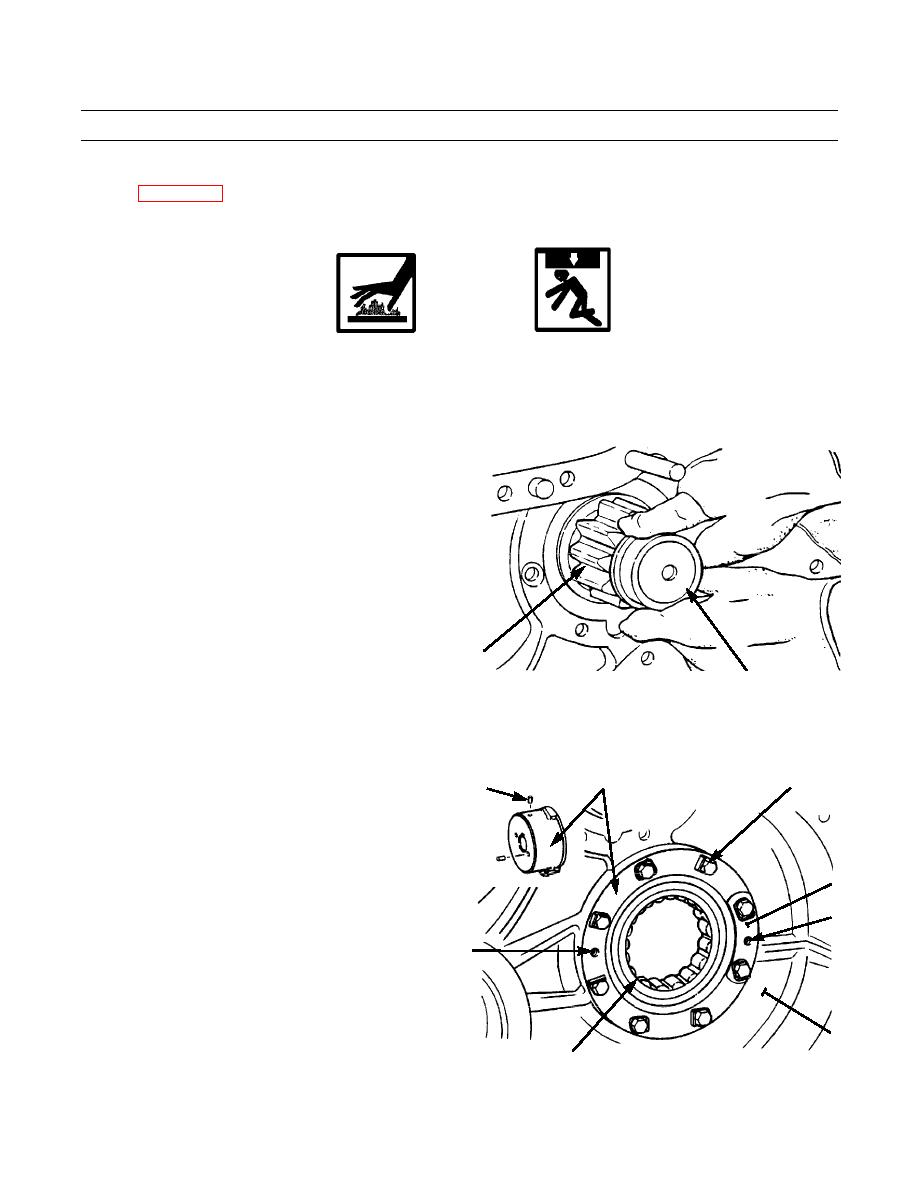
1.
Heat bearing race (30) evenly to a maximum tempera-
ture of 275F (135C). Install bearing race on pinion
shaft (31).
31
30
387-291
2.
Lower temperature of race and roller assembly (29). Align hole in race and roller assembly with hole in bearing cage
(27) and install race and roller assembly in cage.
3.
Use a 1/4 in. -20NC capscrew to install dowel (28) in
27
26
bearing cage (27). Remove capscrew.
28
4.
Apply gasket compound on contact surfaces of bear-
ing cage (27) and steering clutch case (6). Install bear-
ing cage in steering clutch case with oil groove next to
race and roller assembly (29) at bottom of hole.
25
5.
Install four new locks (25) and eight capscrews (26) to
secure bearing cage (27) to steering clutch case (6).
B
Bend locks up against flats of capscrew heads.
B
6
29
387-290
0125 00-8
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
